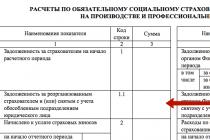
Use: petrochemistry. Essence: alkylation of benzene with ethylene is carried out by feeding a dried benzene charge, a catalytic complex based on aluminum chloride, ethylene, a recirculating catalytic complex and return benzene into an alkylation reactor, separating the resulting reaction mass from the catalytic complex, neutralizing the reaction mass with alkali and washing the alkali with water, followed by separation of the reaction mass by rectification. In this case, before feeding into the alkylation reactor, the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene are mixed in a turbulent mode and fed into the alkylation reactor also under turbulent conditions. Technical result: increasing the conversion of the ethylbenzene production process.
The invention relates to the field of petrochemistry, specifically to the process of producing ethylbenzene by alkylation of benzene with ethylene in the presence of a catalytic complex based on aluminum chloride.
There is a known method for producing ethylbenzene, including alkylation of benzene with ethylene in the presence of aluminum chloride, separation of the target product by rectification from unreacted benzene and hydrocarbon impurities, azeotropic drying of a mixture of initial benzene with unreacted benzene and hydrocarbon impurities with the release of dried benzene, recycled for alkylation, and a fraction containing water , hydrocarbon impurities and benzene, which is subjected to condensation to produce hydrocarbon and aqueous layers (A.S. USSR No. 825466, IPC C 07 C 2/58, 15/02, publ. 04/30/81).
The disadvantage of the described method is the increased consumption of aluminum chloride and benzene.
There is a known method for producing ethylbenzene by alkylation of benzene with ethylene in the presence of a catalytic complex based on aluminum chloride (T.V. Bashkatov, Ya.L. Zhigalin. "Technology of synthetic rubbers", M., "Chemistry", 1980, pp. 108-112). The catalytic complex derived from aluminum chloride, ethyl chloride, diethylbenzene and benzene is continuously fed to the bottom of the alkylation reactor, which continuously receives dried fresh and recycled benzene, as well as ethylene, diethylbenzene saturated with benzene, and recirculating catalytic complex. Liquid benzene alkylation products from the upper part of the reactor enter the settling tank, where they are separated into two layers. The bottom layer - the catalytic complex - is returned to the reactor, the top layer - the alkylate - is mixed with water to destroy the residues of the catalytic complex, neutralized with an aqueous solution of alkali and washed from the alkali. Next, the alkylate undergoes a three-stage rectification with the separation of unreacted benzene in the first column and its return to the alkylation reactor, with the release of the target product - ethylbenzene - in the second column and in the third column - diethylbenzene, returned to the reactor for dealkylation, and polyalkylbenzenes sent to the warehouse.
The disadvantage of this method of producing ethylbenzene is that the conversion of the process is not high enough - 90-95% for benzene and about 93% for ethylene.
There is a known method for the production of ethylbenzene, including the alkylation of benzene with ethylene in the presence of a catalytic complex based on aluminum chloride and rectification of the reaction mass (P.A. Kirpichnikov, V.V. Beresnev, L.M. Popova. “Album of technological schemes of the main production facilities of the synthetic rubber industry” L., "Chemistry", 1986, pp.94-97). Dried benzene charge, fresh and recirculating catalytic complex, polyalkylbenzene fraction and ethyl chloride are supplied to the lower part of the alkylation reactor through a collector; ethylene is supplied directly to the lower part of the reactor. From the alkylator, the reaction mass is sent to a settling tank for separation from the circulating catalytic complex and then for water washing, neutralization with an alkali solution and water washing from alkali. The washed reaction mass is fed to separation by rectification with the separation of unreacted benzene in the first column, rectified ethylbenzene in the second column and the polyalkylbenzene fraction in the third distillation column.
The disadvantage of this method is poor mixing of the components supplied to the alkylation reactor and, as a consequence, low conversion of the process.
The objective of the invention is to increase the conversion of the process for producing ethylbenzene.
The problem is solved by developing a method for producing ethylbenzene, including the alkylation of benzene with ethylene by feeding a dried benzene charge, a catalytic complex based on aluminum chloride, ethylene, a recirculating catalytic complex and return benzene into the alkylation reactor, separating the resulting reaction mass from the catalytic complex, neutralizing the reaction mass with alkali and washing with water from alkali, followed by separation of the reaction mass by rectification, while before feeding it into the alkylation reactor, the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene are mixed in a turbulent mode and fed into the alkylation reactor, also under turbulent conditions.
The difference between the proposed method and the known ones is that before feeding into the alkylation reactor, the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene are mixed under turbulent conditions and they are also fed into the alkylation reactor under turbulent conditions.
As a device with which you can achieve turbulent mixing of flows and give them turbulent movement, you can use, for example, a volumeless mixer equipped with confuser-diffuser sections, or Raschig rings loaded into a pipe, or any other known means made of chemically resistant materials or with a protective chemical-resistant coating.
According to the proposed method, ethylbenzene is obtained as follows.
The process of alkylation of benzene with ethylene is carried out in a column-type alkylation reactor at a temperature of 125-140°C and a top pressure of 0.12-0.25 MPa. Dried benzene charge, a catalytic complex based on aluminum chloride, ethylene, a recirculating catalytic complex and return benzene are continuously fed into the lower part of the alkylation reactor through a turbulizing device. All components are mixed in a turbulent mode and enter the reactor under conditions of turbulent flow. From the alkylation reactor, the reaction mass is fed into a settling tank to settle the circulating catalytic complex. The settled recirculated catalytic complex is removed from the bottom of the settling tank and returned to the alkylation reactor. To maintain the activity of the catalytic complex, ethyl chloride is supplied to the recirculated catalytic complex line. Next, the reaction mass enters the mixer, where it is mixed with acidic water in a water:reaction mass ratio of at least 1:1. The reaction mass settles from the water in a settling tank, from where the top layer - the reaction mass - enters the washing column for washing with water and then for neutralization with a 2-10% alkali solution. The neutralized reaction mass enters the column to be washed from the alkali with water. Washing the reaction mass from alkali can be done with water or steam condensate. The washed reaction mass is fed into the first distillation column for separation, where unreacted benzene is separated out as a distillate and sent for drying. The bottom product of the first column enters the second distillation column. The target product, ethylbenzene, is isolated from the distillate of the column, and the bottom product is fed into the third distillation column, where fractions of diethylbenzene and polyalkylbenzenes are isolated as a distillate.
The implementation of the method is illustrated by the following examples.
Dried benzene mixture, a catalytic complex based on aluminum chloride, ethylene, a recirculating catalytic complex and return benzene are continuously fed into the lower part of the alkylation reactor through a volumeless mixer equipped with diffuser-confuser sections. All components are mixed in a turbulent mode and enter the reactor under conditions of turbulent flow. The process of alkylation of benzene with ethylene is carried out in a column-type alkylation reactor at a temperature of 130°C and a top pressure of 0.20 MPa. From the alkylation reactor, the reaction mass enters the settling tank to settle the circulating catalytic complex. The settled recirculated catalytic complex is removed from the bottom of the settling tank and returned to the alkylation reactor. Next, the reaction mass enters the mixer, where it is mixed with acidic water in a water:reaction mass ratio of at least 1:1. The reaction mass settles from the water in a settling tank, from where the top layer - the reaction mass - enters the washing column for washing with water and then for neutralization with a 2-10% alkali solution. The volume ratio of the alkali solution to the reaction mass is maintained at 1:1. The neutralized reaction mass enters the column to be washed from the alkali with water. The washed reaction mass is fed into the first distillation column for separation, where unreacted benzene is separated out as a distillate and sent for drying. The bottom product of the first column enters the second distillation column. The distillate of the column releases the target product - ethylbenzene, containing 99.8% wt. ethylbenzene, and the bottom product is fed into the third distillation column, where fractions of diethylbenzene and polyalkylbenzenes are separated as a distillate. The conversion of the process for benzene is 97%, for ethylene - 95%.
Ethylbenzene is produced in the same way as described in example 1, but the mixing of the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene before feeding into the alkylation reactor is carried out in a pipe filled with Raschig rings.
The conversion of the process for benzene is 98%, for ethylene - 95.5%.
As can be seen from the above examples, preliminary mixing of the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene under turbulent conditions before feeding into the alkylation reactor and supplying all components for alkylation under turbulent conditions makes it possible to achieve high conversion rates in the production of ethylbenzene.
A method for producing ethylbenzene, including the alkylation of benzene with ethylene by feeding a dried benzene charge, a catalytic complex based on aluminum chloride, ethylene, a recirculating catalytic complex and return benzene into an alkylation reactor, separating the resulting reaction mass from the catalytic complex, neutralizing the reaction mass with alkali and washing the alkali with water followed by separation of the reaction mass by rectification, characterized in that before feeding into the alkylation reactor, the dried benzene charge, catalytic complex, ethylene, recirculating catalytic complex and return benzene are mixed in a turbulent mode and fed into the alkylation reactor also under turbulent conditions.
1-4 – distillation columns; I – hydrocarbon condensate; II - ethylbenzene for recycling into the reactor subsystem; III - benzene-toluene fraction; IV - styrene; V - resins.
In a distillation column 1 The main amount of ethylbenzene is separated along with benzene and toluene.
In the column 3 All ethylbenzene and part of the styrene are distilled off as a distillate. This fraction is returned as food to the column 1. So the columns 1-3 operate as a three-column complex.
The final purification of styrene from resins is carried out in a column 4 (often a distillation cube is used for this). All columns containing styrene operate under high vacuum so that the temperature in the cube does not exceed 100 °C.
Let's consider some features of the above technological separation scheme. In such a production scheme, a variant is usually used in which the second specified separation is carried out in the first stage. Namely, in the first column, benzene and toluene are distilled off together with ethylbenzene, and then highly volatile components are distilled off from ethylbenzene. In terms of energy costs, this option is less profitable. However, given the reactivity of styrene (high activity and ability to thermopolymerize), this option is more preferable. Moreover, if we take into account the small content of benzene and toluene in the reaction mixture.
Given the high reactivity of styrene, “double rectification” is usually used to separate the ethylbenzene-styrene pair, which makes it possible to reduce the hydraulic resistance of distillation columns and, consequently, the temperature in the stills, which should not be higher than 100 °C (with the required vacuum). It is at this temperature that the thermopolymerization of styrene begins.
In general, any “double rectification” is unacceptable both in terms of energy and capital costs. Using this option is a necessary measure. In this case, two options for “double rectification” are possible (Fig. 3.4, A,b).
Technological design of “double” rectification:
A- option I; b- option II; 1-2 – distillation columns; I – mixture of ethylbenzene and styrene; II - styrene and polymers; III - ethylbenzene.
In the first option, in the first column, along with the complete distillation of ethylbenzene (or a highly volatile component for any other system), part of the styrene is distilled off. In this case, the ratio between ethylbenzene and styrene in the distillate of the first column is selected so that the bottom liquid of column 2 in composition approximately corresponds to the composition of the initial mixture of the column 1.
In the second option in the column 1 pure ethylbenzene is distilled off. In the cube of this column there remains such an amount of ethylbenzene that allows, under an acceptable vacuum, to maintain a temperature of no more than 100 o C.
In the column 2 the remaining ethylbenzene is distilled off as a distillate along with styrene, the amount of which is determined by the ratio of ethylbenzene and styrene in the initial mixture of the first column.
In the case of the separation of ethylbenzene and styrene, preference may be given to the first option of “double rectification”, in which in the column 2 only part of the styrene is heated, whereas in the second option all the styrene is heated in the cubes of both columns, and this, even in a vacuum, leads to its losses due to thermopolymerization. True, a large difference in energy costs can compensate for the loss of styrene, but this requires a more detailed comparison.
To solve the problem of separating the “ethylbenzene - styrene” pair, a variant with one column filled with a packing with low hydraulic resistance can be proposed. In this case, given the large reflux flows, there will be different amounts of liquid and steam flows along the height of the column. Therefore, for stable operation of a packed column, different diameters of the upper and lower parts of the column are required. Such a column makes it possible to separate this pair of components at a temperature in the column cube of no higher than 100 °C.
Packed column with reinforcing and exhausting parts of different diameters:
I – mixture of ethylbenzene and styrene; II – styrene and polymers; III – ethylbenzene.
Principles in the technology of styrene production by dehydrogenation of ethylbenzene.
· The technology for the production of styrene by dehydrogenation of ethylbenzene is a one-stage chemical process.
· Available ethylbenzene, obtained by alkylation of benzene with olefins, is used as a feedstock.
· Technological solutions used in industry with the introduction of steam between two or three layers of catalyst, the use of heat exchange devices built into the reactor, as well as
· an effective catalytic system allows, with a fairly high selectivity of about 90%, to achieve ethylbenzene conversion in one pass at a level of 60-75%.
· The recirculation flow of benzene, connecting the separation and reactor subsystems of the technology, ensures complete conversion of the feedstock.
Reduced energy costs on the dehydrogenation process can be achieved not only through effective heat exchange between incoming and outgoing streams, but also through the use instead of water vapor(energy carrier and diluent) inert gas. In this case, heat must be supplied between the catalyst layers using built-in heat exchangers. Replacing steam with an inert gas (nitrogen, CO 2) avoids repeated evaporation and condensation of water, which has a high latent heat of evaporation. In this case, the costs of purifying water condensate contaminated with aromatic compounds are also reduced, and overall water consumption in production will be reduced.
An important component of the technology is separation subsystem. In this case, as noted earlier, a significant factor influencing the overall performance of the technology is the rectification separation modes. They must provide conditions under which there is no thermopolymerization of styrene. It is energetically most expedient to use, instead of double rectification, one packed column with low hydraulic resistance, or a scheme of heteroazeotropic rectification complexes.
Finally, heterogeneous-catalytic nature of the process allows you to quite simply create devices and technological lines of large unit capacity.
Characteristics of styrene rectification bottoms and ways of their processing.
Petrochemical processes are the most complex of chemical industries, since the production of many monomers is associated with the formation of a large number of secondary and by-products and waste. The economic efficiency of production largely depends on waste disposal methods.
To achieve this, two methods are currently used: fuel and chemical. The advantage of the second method is undeniable, since this rationally solves the issue of raw materials, since many production wastes contain a number of valuable monomers and organic compounds. Incineration, on the contrary, causes atmospheric pollution, corrosion of equipment, and huge quantities of secondary material resources are lost.
When separating and purifying styrene during the rectification process, bottom residues accumulate, the disposal of which is extremely important. They contain a large number of different organic compounds, including monomeric styrene, the complete extraction of which is not achieved in distillation columns.
Depending on the conditions of fractionation of furnace oil, the styrene content in the distillation bottoms may vary from 10 to 50%, and polystyrene - 15-70 %.
The introduction in recent years of highly effective inhibitors of thermal polymerization of styrene during its production has made it possible to significantly reduce the amount of residual styrene and polystyrene in CORS. This led to the fact that the synthesis of the film-forming agent became unpromising and the main method of recycling CORS became its use as an additive to boiler fuel. The issue of recycling KORS has been dealt with for decades, but it still remains relevant.
The composition of the bottom residues from the rectification of styrene can be roughly represented by three groups of substances
Monomers
Polymers and
Products of organic synthesis.
As a result of the research, about 95% of the substances included in CORS were identified.
Depending on the methods for producing styrene, the operating mode of the reactor, the service life of the catalyst, the operating mode of the distillation columns, the inhibitory system used and the residence time in the strippers, the composition of CORS varies quite widely.
The main components included in CORS, formed during the production of styrene by dehydrogenation of ethylbenzene, include: styrene, methylstyrenes, ethylbenzene, polystyrene, divinylbenzene, naphthalene, diphenyl, unidentified “light” substances, high-boiling “heavy” residue, etc.
Based on the components of the composition of KORS, the following ways of its processing can be proposed:
1) division of KORS into fractions with their further full or partial use.
2) isolation of the polymer part from CORS associated mainly with the purpose of using styrene polymer as a basis for obtaining film-forming compositions.
Isolation of the polymer was proposed by two methods: distillation of volatile components and extraction. It should be noted that the molecular weight of polystyrene in the bottoms varies over a fairly wide range from 1000 to 110,000, so attempts to isolate and use polystyrene present significant difficulties.
3) direct recycling of KORS with obtaining a valuable product for its further use.
Direct recycling of KORS - two directions are being considered on this path:
Using CORS as a plasticizer and
To obtain film-forming materials.
A number of works are aimed at using CORS in road construction, as a component of asphalt-bitumen pavements that improves adhesion to gravel and traction with the soil. However, this use of CORS is futile. This is primarily due to its toxicity. Monomeric styrene is present in KORS in significantly larger quantities than permitted by sanitary standards. Therefore, most studies have aimed to utilize CORS in such a way as to reduce the content of monomeric styrene in the resulting product through polymerization.
4) neutralization of CORS, as a rule, combustion in the form of a solution - liquid fuel.
The process of neutralizing CORS is determined by its toxicity - mainly the residual styrene it contains, as well as the presence of a very toxic and dangerous carcinogen product - 3,4-benzo(a)pyrene (up to 3000 mg/kg). The classic method of neutralization - burning CORS in special furnaces - is complicated by the fact that the polymer content in it varies. As a result, a large amount of soot is formed during combustion, containing up to 120,000 μg/kg of 3,4-benzo(a)pyrene. When burning CORS containing sulfur as an inhibitor, a large amount of sulfur dioxide is formed, which also requires capture or neutralization.
5) It is more technologically advanced combustion of CORS in toluene solution or another solvent, for example polyalkylbenzene resins. This method is used by most factories producing styrene.
At OJSC Angarsknefteorgsintez, for example, KORS was used as fuel when burning chemically contaminated water in thermal furnaces mixed with coal fuel oil; at OJSC Nizhnekamskneftekhim, the launch and development of the capacity of a liquid waste recycling plant was carried out.
Alkylation is the process of introducing alkyl groups into molecules of organic and some inorganic substances. These reactions are of very great practical importance for the synthesis of aromatic compounds alkylated into the nucleus, isoparaffins, many mercaptans and sulfides, amines, substances with an ether bond, elemental and organometallic compounds, products of the processing of α-oxides and acetylene. Alkylation processes are often intermediate steps in the production of monomers, detergents, etc.
CHARACTERISTICS OF ALKYLATION PROCESSES
Classification of alkylation reactions. The most rational classification of alkylation processes is based on the type of newly formed bond.
AlkylsditchAtionByatom carbon(C-alkylirotion) consists of replacing the hydrogen atom located at the carbon atom with an alkyl group. Paraffins are capable of this substitution, but alkylation is most typical for aromatic compounds (Friedel-Crafts reaction):
Alkylation by atomoxygenAndsulfur(O- andS-alkylation) is a reaction in which an alkyl group binds to an oxygen or sulfur atom:
Alkylation byatom nitrogen (N-alkylation) consists of replacing hydrogen atoms in ammonia or amines with alkyl groups. This is the most important method for the synthesis of amines:
As with hydrolysis and hydration reactions, N-alkylation is often classified as ammonolysis (or aminolysis) of organic compounds.
Alkylation Byatoms others elements(Si-, Pb-, A1-alkylation) is the most important route for the preparation of elemental and organometallic compounds, when the alkyl group is directly bonded to the hetero-atom:

Another classification of alkylation reactions is based on differences in the structure of the alkyl group introduced into an organic or inorganic compound.
The alkyline group may be saturated aliphatic (eg, ethyl and isopropyl) or cyclic. In the latter case, the reaction is sometimes called cycloalkylation:

When a phenyl or generally aryl group is introduced, a direct bond is formed with the carbon atom of the aromatic ring - arylation:
Introduction of vinyl group (vinylation) occupies a special place and is carried out mainly with the help of acetylene:

The most important reaction for the introduction of substituted alkyl groups is the process β-oxyalkeelAndditchania(in the special case oxystylation), covering a wide range of olefin oxide reactions:
Alkylating agents and catalysts.
It is advisable to divide all alkylating agents into the following groups according to the type of bond that breaks in them during alkylation:
unsaturated compounds (olefins and acetylene), in which the π-electron bond between carbon atoms is broken;
chlorinated derivatives with a sufficiently mobile chlorine atom that can be replaced under the influence of various agents;
alcohols, ethers and esters, in particular olefin oxides, in which the carbon-oxygen bond is broken during alkylation.
Olefins(ethylene, propylene, butenes and higher propylene trimmers) are of primary importance as alkylating agents. Due to their low cost, they try to use them in all cases where possible. They found their main application in the C-alkylation of paraffins and aromatic compounds. They are not applicable for N-alkylation and are not always effective for S- and O-alkylation and the synthesis of organometallic compounds.
Alkylation with olefins in most cases occurs via an ionic mechanism through the intermediate formation of carbocations and is catalyzed by protic and aprotic acids:
The reactivity of olefins in reactions of this type is determined by their tendency to form carbocations:
This means that the elongation and branching of the carbon chain in the olefin significantly increases its ability to alkylate
Chlorine derivatives are alkylating agents with the widest range of action. They are suitable for C-, O-, S- and N-alkylation and for the synthesis of most elemental and organometallic compounds. The use of chlorinated derivatives is rational for those processes in which they cannot be replaced by olefins or when chlorinated derivatives are cheaper and more accessible than olefins.
The alkylating effect of chlorine derivatives manifests itself in three different types of interactions: in electrophilic reactions, during nucleophilic substitution and in free radical processes. The mechanism of electrophilic substitution is characteristic mainly of alkylation at the carbon atom, but, unlike olefins, reactions are catalyzed only by aprotic acids (aluminum and iron chlorides). In the limiting case, the process occurs with the intermediate formation of a carbocation
therefore, the reactivity of alkyl chlorides depends on the polarization of the C-C1 bond or on the stability of carbocations and increases with elongation and branching of the alkyl group: CH3-CH 2 C1< (СН 3) 2 СНС1 < (СН 3) 3 СС1
Alcohols and ethers capable of C-, O-, N- and S-alkylation reactions. Ethers also include olefin oxides, which are internal ethers of glycols, and of all the ethers, only olefin oxides are practically used as alkylating agents. Alcohols are used for O- and N-alkylation in cases where they are cheaper and more accessible than chlorinated derivatives. To break their alkyl-oxygen bond, acid-type catalysts are required:
ALKYLATION AT CARBON ATOM
Processes of this type include the practically important reactions of alkylation of aromatic compounds into the nucleus and alkylation reactions of paraffins. More generally, they can be divided into alkylation processes at the aromatic and saturated carbon atoms
Reaction mechanism. Mostly chlorinated derivatives and oleins are used as alkylating agents in industry. The use of alcohols is less effective, because during alkylation with alcohols, aluminum chloride decomposes, and protic acids are diluted with the resulting water. In both cases, the catalyst is deactivated, which causes its high consumption.
When reacting with chlorinated derivatives or olefins, AlCl 3 is consumed only in catalytic quantities. In the first case, it activates the chlorine atom, forming a highly polarized complex or carbocation, which occurs with olefins only in the presence of a cocatalyst - HC1:
In fact, during catalysis by a complex of aluminum chloride with a hydrocarbon, the proton necessary for this is already present in the form of an α-complex. It is transferred to an olefin molecule, and the resulting carbocation attacks the aromatic compound, with the entire reaction occurring in the layer of the catalytic complex, which continuously exchanges its ligands with the hydrocarbon layer. The resulting carbocation (or highly polarized complex) then attacks the aromatic nucleus, and the reaction proceeds through the intermediate r-complex and carbocation, followed by a rapid stage of proton abstraction:
The structure of the alkyl group in the resulting product is determined by the rule regarding the intermediate formation of the most stable carbocation (tert-> second-> re-). Therefore, in the case of lower olefins, primary alkylbenzene (ethylbenzene) is formed only from ethylene, secondary alkylbenzene is formed from propylene (isopropylbenzene), and tert-butylbenzene is formed from isobutene:

However, during alkylation with higher olefins and chlorinated derivatives, isomerization of alkyl groups is observed, which occurs before alkylation, since alkylbenzenes are no longer capable of it. This isomerization proceeds in the direction of the intermediate formation of the most stable carbocation, but without disturbing the carbon skeleton of the alkyl group, but only with the movement of the reaction center. As a result, a mixture of sec-alkylbenzenes is obtained from chlorinated derivatives and olefins with a straight chain of carbon atoms

and among branched chain compounds - predominantly tertiary alkylbenzenes.
The influence of the structure of an aromatic compound during alkylation reactions is generally the same as during other processes of electrophilic substitution into the aromatic ring, but has its own characteristics. The alkylation reaction is characterized by relatively low sensitivity to electron-donating substituents in the nucleus. Thus, the activating influence of alkyl groups and condensed nuclei during the catalysis of the A1C1 3 reaction changes as follows (for benzene, the value is taken as 1):
Electron-withdrawing substituents strongly deactivate the aromatic ring. Chlorobenzene alkylates approximately 10 times slower than benzene, and carbonyl, carboxy, cyano and nitro groups lead to complete deactivation of the aromatic ring, as a result of which the corresponding derivatives are not capable of alkylation at all. This makes the alkylation reaction significantly different from other processes of substitution into the aromatic ring, such as chlorination and sulfonation.
Alkylation orientation rules are generally similar to other electrophilic aromatic substitution reactions, but the structure of the product can vary significantly depending on the catalysts and reaction conditions. Thus, electron-donating substituents and halogen atoms direct further substitution predominantly to pair- And ortho-position, however, under more stringent conditions and especially when catalyzed by aluminum chloride, isomerization of benzene homologues occurs with intramolecular migration of alkyl groups and the formation of equilibrium mixtures in which thermodynamically more stable isomers predominate.
Sequential alkylation. When alkylation of aromatic compounds in the presence of any catalysts, sequential replacement of hydrogen atoms occurs with the formation of a mixture of products of varying degrees of alkylation. For example, methylation and ethylation of benzene leads to the production of hexaalkylbenzenes
propylation - to obtain tetraisopropylbenzene, etc. Each of the reactions at moderate temperatures is practically irreversible. Thus, the equilibrium constants for the synthesis of ethylbenzene from ethylene and benzene at 0, 200 and 500 °C are 6-10 11, 2.2-10 4 and 1.9, respectively. However, with AlCl3 catalysis and fairly harsh conditions of catalysis with aluminosilicates and zeolites, a reversible transalkylation reaction (disproportionation) occurs with intermolecular migration of alkyl groups:With the same catalysts, the reversible isomerization discussed above also occurs with intramolecular migration of alkyl groups, as a result of which the meta-isomer predominates among dialkylbenzenes, the 1,3,5-isomer predominates among trialkylbenzenes, etc.:

The ability of alkyl groups to migrate changes in the following sequence (CH 3) 3 C > (CH 3) 2 CH > CH 3 -CH 2 > CH 3, and with the active complex of aluminum chloride these reactions proceed quite quickly already at room temperature, while While methylbenzenes require prolonged heating.
Thus, during catalysis with protic acids, and under milder conditions with other catalysts, the composition of alkylation products is determined by kinetic factors, and with AlC1 3 and under more severe conditions of catalysis with aluminosilicates and zeolites, an equilibrium composition of isomers and sequential alkylation products can ultimately be established. This is of great importance when choosing the optimal molar ratio of reagents during alkylation, determined by the economic costs of the formation of polyalkylbenzenes and the return of excess benzene.
Adverse reactions. In addition to the previously discussed education
During alkylation of polyalkylbenzenes, resin formation, destruction of alkyl groups and polymerization of olefins are undesirable.
Resin formation consists of producing condensed aromatic compounds with a high boiling point. Of similar products, diarylalkane, triarylindanes, diarylefins, etc. were found during the alkylation of benzene. When naphthalene was alkylated, more resin was obtained, and dinaphthyl and other substances with condensed rings were found in it. Resin formation becomes especially significant with increasing temperature.
The same conditions lead to undesirable destruction of alkyl groups and the by-product formation of alkylbenzenes with a shorter alkyl group. Thus, when reacting with propylene, ethylbenzene is produced as a by-product, with ethylene - toluene, etc. Such destruction is especially noticeable during alkylation with alkyl halides and olefins with a sufficiently long carbon chain. Destruction probably occurs at the stage of cleavage of the carbocation formed from the alkylating agentFinally, the formation of polymers occurs as a result of the sequential interaction of a carbocation with an olefin:
Polymers have a small molecular weight, and their formation is suppressed by the presence of excess aromatic hydrocarbon when the olefin concentration in the liquid phase decreases.
Kinetics of the process. The alkylation reaction itself with the reactive complex of aluminum chloride proceeds very quickly, is greatly accelerated by mechanical stirring or intensive bubbling of gaseous olefins through the reaction mass and proceeds in the diffusion region or close to it. Its speed increases with increasing pressure, but depends little on temperature, having a low activation energy. At the same time, the usual dependence in the reactivity of olefins remains - stronger than the difference in their solubility. Apparently, the limiting stage is the diffusion of olefin through the boundary film of the aluminum chloride catalytic complex, in which all reactions occur. In contrast, transalkylation proceeds much more slowly and accelerates significantly with increasing temperature, since it has an activation energy of ~6 ZkJ/mol.
Both reactions slow down with gradual deactivation of the catalyst, but the rate of transalkylation drops especially sharply. As a result, a significant amount of polyalkylbenzenes will accumulate in the reaction mixture, which will not have time to enter into a reversible transalkylation reaction.
To avoid this, it is necessary to limit the supply of reagents, and, therefore, the possibility of intensifying the process is limited by the slowest transalkylation reaction.
In addition to reagent impurities, the deactivation of the catalyst is affected by the accumulation of some alkylation by-products that can firmly bind AlC1 3 or form stable σ-complexes that hardly donate their proton to the olefin molecule. Such substances at low temperatures, when transalkylation occurs slowly, are polyalkylbenzenes, and at high temperatures - polycyclic aromatic compounds and resins. As a result, it turns out that the optimal performance and consumption of the catalyst in the production of ethyl- and isopropylbenzene are achieved at a certain average temperature (“100°C”), when transalkylation proceeds quite quickly, but there are still few polycyclic substances that deactivate the catalyst.
When synthesizing compounds with a longer alkyl group, the choice of temperature is limited by the side reaction of destruction, and when preparing alkylnaphthalenes by the processes of condensation and resinization. In these cases, its optimum is 30-50 °C, and during the alkylation of naphthalene, selectivity can be further increased by using a solvent. This is explained by the fact that in the reaction system

Resin formation is of the second order in naphthalene or yal-kylnaphthalene, and the main reaction is of the first order. As a result, selectivity for alkylnaphthalene increases with decreasing naphthalene concentration.
Technological basis of the process
Since the transalkylation reaction occurs in the alkylator simultaneously with alkylation, to carry out these processes together, a fraction of DEBs (PABs), separated from the reaction mass during rectification, is also fed into the alkylator along with benzene and ethylene.
Since this process occurs in the diffusion region, it is necessary to use a bubbler to increase the phase interface;
The reaction proceeds with the release of heat, therefore it is necessary to remove heat, which is achieved by evaporation of benzene;
For deeper conversion of ethylene, it is necessary to use increased pressure;
The alkylation reaction is a sequential reaction, so to increase selectivity it is necessary to maintain the ratio benzene: ethylene = 3: 1 mol;
Aluminum chloride is a weak catalyst, so the catalytic complex should be prepared in advance.
Ethylbenzene is produced by alkylation of benzene with ethylene. The process of alkylation of benzene with ethylene is catalytic, takes place at a temperature in the range of 125-138 0 C and a pressure of 0.13-0.25 MPa (1.3-2.5 kgf/cm 2), with a thermal effect of 108 kJ/mol.
The dosage of raw materials plays a major role in the production of ethylbenzene. Benzene is supplied in an amount corresponding to the established molar ratio of benzene to ethylene 2.8-3.6: 1. If the ratio of benzene to ethylene is violated, the concentration of ethylbenzene in the reaction mass decreases.
High demands are placed on the drying of raw materials, since moisture leads to deactivation of the catalyst and, consequently, to its consumption. It is recommended to maintain the moisture content of benzene supplied to alkylation at a level of 0.002% (wt.). To do this, the initial and return benzene are dried by azeotropic rectification.
The reaction mass (alkylate) formed during the alkylation process contains on average:
– 45-60% of the mass of unreacted benzene;
– 26-40% by weight of ethylbenzene;
– 4-12% by weight of PABs (DEB fraction).
Corrosion in the production of ethylbenzene is due to the nature of the aluminum chloride catalyst used for alkylation and the process initiator - ethyl chloride.
Alkylation products, due to the presence of hydrogen chloride in them, have pronounced corrosive properties, which intensify at temperatures above 70 0 C
2.4 Description of the production flow chart
The process of alkylation of benzene with ethylene is carried out in an alkylator pos. R-1 at a temperature of 125 - 138 0 C and a pressure of 0.13 - 0.25 MPa (1.3 - 2.5 kgf/cm2). When the pressure in the alkylator increases, pos. R-1 more than 0.3 MPa (3 kgf/cm 2) the supply of benzene and ethylene to the alkylator is stopped.
In the alkylator pos. R-1 arrive:
Dried benzene mixture;
Catalyst complex;
Faction of DEBs (PABs);
Ethylene;
Recycled catalyst complex from the settling tank pos. O-1;
Return benzene after condenser pos. T-1 or pos. T-2;
The alkylation reaction proceeds with the release of heat 108 kJ/mol, the excess amount of heat is removed by the circulating catalyst complex and evaporating benzene, which from the upper part of the alkylation pos. P-1 mixed with exhaust gases is sent to the condenser pos. T-1 (pos. T-2) cooled with circulating water. Benzene condensate from condenser pos. T-1 (pos. T-2) flows by gravity into the alkylator pos. R-1.
From the alkylator pos. P-1 reaction mass enters through the refrigerator pos. T-3, where it is cooled with circulating water to a temperature of 40 - 60 0 C, into the sump pos. O-1 for sedimentation of the circulating catalyst complex.
The settled circulating catalyst complex from the bottom of the settling tank pos. O-1 is pumped into the alkylator pos. R-1. The ratio of the recirculating catalyst complex to the reaction mass is in the range (0.7 - 1.3): 1 by mass.
To maintain the activity of the recycled catalyst complex, the following is provided:
Supply of ethyl chloride to the alkylator pos. R-1 and into the line of the recirculating catalytic complex.
In the event of a decrease in the activity of the recirculated catalyst complex, it is provided below for its removal from the settling tank, pos. O-1 for decomposition.
From the sump pos. O-1 reaction mass is supplied by self-tex into the collection pos. E-1.
Alkylate from container pos. E-1 of the alkylation unit enters the mixer pos. C-1 for mixing with acidic water circulating in the catalytic complex decomposition system in apparatus: pos. O-2 pos. N-2 pos. C-1 pos. O-2. The ratio of circulating acidic water supplied to the mixer pos. C-1, and alkylate is 2:1. Into the decomposition system through a mixer pos. S-1, the used catalytic complex is also supplied (in equal proportions with the fresh one) after the settling tank pos. O-1.
The alkylate settles from the water in the settling tank pos. O-2. The excess amount of water from the settling tank pos. O-2 at the interface level is drained by gravity into the collector of the hydrocarbon stripping unit. The lower water layer from the settling tank pos. O-2 is recirculated to the mixer pos. S-1.
Alkylate from settling tank pos. O-2 enters the washing column pos. Kn-1 for secondary washing with water supplied from the washing column pos. Kn-2.
From the washing column pos. Kn-1 alkylate enters the container pos. E-3, pumped out for neutralization into the mixer pos. S-2. The lower aqueous layer from the washing column pos. Kn-3 is poured into container pos. E-2 is fed into the mixer pos. S-1.
Neutralization of alkylate is carried out with a chemical reagent containing NaOH, circulating in the neutralization system according to the following scheme:
pos. O-3 pos. N-5 pos. C-2 pos. O-3.
In the sump pos. O-3, the alkylate settles from the reactant solution. The ratio of the circulating alkali solution and alkylate is 1.2:1.
To maintain a constant concentration of the reactant solution in the settling tank, pos. O-3, based on the analysis results, a 15-20% (wt.) reactant solution is periodically fed into the line of a circulating 2-10% (wt.) reactant solution.
Neutralized alkylate from the settling tank pos. O-3 enters the washing column pos. Kn-2 for cleaning from alkali. Alkylate is washed from alkali using steam condensate.
The bottom layer is chemically contaminated water from the column pos. Kn-2 is included in the collection of items. E-4, from where the alkylate is pumped into the column pos. Book-1.
Alkylate from the washing column pos. Kn-2 flows by gravity into the settling tank pos. O-4.
The bottom layer is chemically contaminated water from the settling tank pos. O-4 is drained into an underground container, and the alkylate enters the container, pos. E-5, from where it is pumped to the warehouse.

Table No. 4.9 Ethylbenzene production waste
|
Compound, % |
Quantity, t/y |
Frequency of education |
Direction of use |
|
|
KORE resin (bottoms residues from rectification of ethylbenzene) |
Diethylbenzene, triethylbenzenes – 5-15, Higher pubs – 80-95 |
Constantly |
Used as a raw material for the production of carbon black, or as boiler fuel |
|
|
Losses due to equipment leaks in an outdoor installation |
Constantly |
Released into the atmosphere |
||
|
Chemically contaminated wastewater |
COD no more than 0.02, Benzene no more than 0.005, Ethylbenzene no more than 0.005, |
Constantly |
After cleaning they are sent to the river |
OBTAINING ETHYLBENZENE
Ethylbenzene for the production of styrene is obtained by alkylation of benzene with ethylene according to the reaction:
Along with the main reaction, a number of side reactions occur, in which more deeply alkylated benzene derivatives are formed: diethylbenzene C6H6(C2H5)2, triethylbenzene C6H6(C2H5)3, tetraethylbenzene C6H6(C2H5)4. The catalyst for the alkylation reaction is a complex compound obtained from aluminum chloride, ethyl chloride, benzene and alkylbenzenes:
The alkylation reaction proceeds according to the following scheme.
Addition of ethylene to the catalytic complex:
Exchange reaction between the catalytic complex and benzene to form ethylbenzene:
Aluminum chloride can form ternary complexes not only with one, but also with two, three, etc. ethyl radicals which, in an exchange reaction with benzene, give polyalkylbenzenes. Therefore, in addition to ethylbenzene, the reaction mixture contains diethylbenzene and other polyalkylbenzenes.

Complexes can enter into exchange reactions not only with benzene, but also with reaction products, for example with diethylbenzene, then the transalkylation process occurs according to the following scheme:
Since the transalkylation reaction occurs simultaneously with alkylation, a fraction of polyalkylbenzenes isolated from the reaction mass during rectification is also fed into the alkylator along with benzene. As a result of all these reactions, a completely definite equilibrium composition of the reaction products is established, depending only on the ratio of alkyl radicals and benzene nuclei in the reaction mixture.
Benzene is supplied in an amount corresponding to the molar ratio benzene:ethylene = (2.8-3.3):1. The reaction mass formed during the alkylation process contains on average: 45-55% unreacted benzene, 26-35% ethylbenzene, 4-10% polyalkylbenzenes.
The technological process for producing ethylbenzene consists of two main stages: alkylation of benzene with ethylene and rectification of the reaction mass.
Alkylation of benzene with ethylene
The process of alkylation of benzene with ethylene is carried out in alkylator 1 (Fig. 37) in an ethyl chloride environment at a temperature of 125--135°C and a pressure of 0.26--0.4 MPa. The following are fed into the alkylator: dried benzene charge, catalytic complex, polyalkylbenzene fraction, ethylene, recirculating catalytic complex, return benzene.

Rice. 37.
1 - alkylator, 2,3 - condensers, 4 - heat exchanger, 5, 10, 17, 22 - settling tanks; 8, 9, 13, 15, 18, 21, 24 - pumps, 7, 12, 14, 20, 23 - tanks; 8, 16 -- mixers, 11, 19 -- washing columns.
I - benzene, II - ethylene; III - ethyl chloride, IV - catalyst complex; V - polyalkylbenzenes; VI - spent catalytic complex; VII - stripping and absorption of benzene, VIII - excess water; IX -- acidic blow-offs, X -- spent alkaline solution; XI -- condensate; XII - chemically contaminated water, XIII - reaction mass, XIV - polyalkylbenzenes; XV - neutral fragrances.
The alkylation reaction releases heat, the excess amount of which is removed by the recirculating catalytic complex by evaporating benzene. Benzene from the upper part of the alkylator mixed with exhaust gas is sent to condenser 2, cooled by water. Non-condensed gases from condenser 2 are directed to condenser 3, cooled by chilled water. The blow-offs after condenser 3 are supplied for further recovery of benzene vapors. The benzene condensate from condensers 2 and 3 is drained by gravity down the alkylator 1. From the alkylator 1, the reaction mass through the heat exchanger 4, where it is cooled with water to 40-60 ° C, is sent to the settling tank 5 for separation from the circulating catalytic complex. The settled catalytic complex from the bottom of the settling tank 5 is taken by pump 6 and returned to the alkylator 1. To maintain the activity of the catalyst, ethyl chloride is supplied to the line of the recirculating complex. In the event of a decrease in catalyst activity, the spent catalytic complex is removed for decomposition. The reaction mass from the settling tank 5 is collected in a container 7, from where, due to the pressure in the alkylation system, it enters the mixer 8 for mixing with acidic water circulating in the decomposition system: settling tank 10 - pump 9 - mixer 8. The ratio of circulating water supplied to the mixer , and the reaction mass is (l-2):1. Water is supplied to the decomposition system from collector 12 by pump 13. The reaction mass is separated from water in settling tank 10; The lower aqueous layer is sent by pump 9 to the mixer, and the upper layer - the reaction mass - flows by gravity into the washing column and for secondary washing with water supplied by pump 21 from the washing column 19. From the washing column 11, the reaction mass flows by gravity into the collection 14, from where pump 15 is pumped out for neutralization into mixer 16. ethylbenzene reaction catalyst production purification
The lower aqueous layer from the washing column 11 is drained by gravity into container 12 and pumped 13 into mixer 8. Neutralization of the reaction mass in mixer 16 is carried out with a 2-10% solution of sodium hydroxide. The ratio of the reaction mass and circulating sodium hydroxide solution is 1:1. The separation of the reaction mass from the alkali solution occurs in settling tank 17, from where the reaction mass flows by gravity into column 19 to be washed from the alkali with aqueous condensate. The bottom layer - chemically contaminated water - is drained from the column into container 20 and pumped out by pump 21 to wash the reaction mass into column 11. The reaction mass from the upper part of the column flows by gravity into the settling tank 22, then is collected into an intermediate container 23 and pumped to the warehouse.
Isolation and purification of ethylbenzene
The reaction mass obtained from the alkylation of benzene with ethylene is heated in heat exchanger 1 (Fig. 38) due to the heat of polyalkylbenzenes, in heat exchanger 2 due to the heat of steam condensate, in heat exchanger 3 due to heat exchange with rectified ethylbenzene and in heat exchanger 4 due to the heat of steam condensate and fed into column 5 to separate unreacted benzene. Benzene vapor from the top of the column is condensed in an air condenser 7 and a condenser 8 cooled by chilled water. Non-condensed gases after condenser 8 are sent to collect benzene. The condensate - return benzene - is collected in container 9, from where part of it is supplied to the column in the form of reflux, the rest is pumped through refrigerator 11 to the warehouse.
The bottom liquid of column 5 is supplied by pump 12 to column 13 to obtain rectified ethylbenzene. The column is heated with steam through an external boiler 14. Rectified ethylbenzene vapor from the top of column 13 enters the condenser-evaporator 15, where it is condensed due to the evaporation of steam condensate. Non-condensed ethylbenzene vapors are fed into condenser 16. The resulting condensates are collected in container 17, from where pump 18 returns part of them to the column in the form of reflux, and the rest is sent through heat exchanger 3 to the warehouse.
The bottom liquid of column 13, containing polyalkylbenzenes and resins, is supplied by pump 19 to column 20 to separate polyalkylbenzenes from the resin. Polyalkylbenzene vapors from the top of column 20 are supplied for condensation. The condensate flows into container 24, from where part of it is supplied to the column in the form of reflux, the rest is pumped through heat exchanger 1 to the warehouse. Polyalkylbenzene resin from the bottom of column 20 is supplied by pump 25 to a warehouse or to a copolymer production plant.

Operating mode of the columns of the ethylbenzene separation unit

Ministry of General Education of the Russian Federation
KAZAN STATE TECHNOLOGICAL
UNIVERSITY
NIZHNEKAMSK CHEMICAL-TECHNOLOGICAL
INSTITUTE
Department of Chemical technologies
Group
Course project
Subject: Preparation of ethylbenzene by alkylation of benzene with ethylene
Student:
Supervisor (_________)
Student ka (_________)
Nizhnekamsk
INTRODUCTION
The topic of this course project is the production of ethylbenzene by the alkylation of benzene with ethylene.
The most common petrochemical synthesis process is the catalytic alkylation of benzene with olefins, which is determined by the high demand for alkyl aromatic hydrocarbons - raw materials in the production of synthetic rubbers, plastics, synthetic fibers, etc.
Alkylation is the process of introducing alkyl groups into mo-  molecules of organic and some inorganic substances. These reactions are of great practical importance for the synthesis of alkyl aromatic compounds, iso-alkanes, amines, mercaptans and sulfides, etc.
molecules of organic and some inorganic substances. These reactions are of great practical importance for the synthesis of alkyl aromatic compounds, iso-alkanes, amines, mercaptans and sulfides, etc.
The alkylation reaction of benzene with alkyl chlorides in the presence of anhydrous aluminum chloride was first carried out in 1877 by S. Friedel and J. Crafts. In 1878, Friedel's student Balson obtained ethylbenzene by alkylation of benzene with ethylene in the presence of ALCL3.
Since the discovery of the alkylation reaction, many different methods have been developed to replace the hydrogen atoms of benzene and other aromatic hydrocarbons with alkyl radicals. For this purpose, various alkylation agents and catalysts have been used 48,49.
The alkylation rate of aromatic hydrocarbons is several hundred times higher than that of paraffins, so the alkyl group is almost always directed not to the side chain, but to the core.
For the alkylation of aromatic hydrocarbons with olefins, numerous catalysts of the nature of strong acids are used, in particular sulfuric acid (85-95%), phosphoric and pyrophosphoric acids, anhydrous hydrogen fluoride, synthetic and natural
aluminosilicates,  ion exchangers, heteropolyacids. Acids in liquid form exhibit catalytic activity in alkylation reactions at low temperatures (5-100°C); acids on solid carriers, for example phosphoric acid on kieselguhr, act at 200-300°C; aluminosilicates are active at 300-400 and 500°C and pressure 20-40 kgf/cm² (1.96-3.92 MN/m²).
ion exchangers, heteropolyacids. Acids in liquid form exhibit catalytic activity in alkylation reactions at low temperatures (5-100°C); acids on solid carriers, for example phosphoric acid on kieselguhr, act at 200-300°C; aluminosilicates are active at 300-400 and 500°C and pressure 20-40 kgf/cm² (1.96-3.92 MN/m²).
The relevance of this topic is that styrene is subsequently obtained from ethylbenzene by dehydrogenation of ethylbenzene.
1. THEORETICAL PART
2.1 Theoretical basis of the adopted production method.
Alkylation of benzene with ethylene. Industrial processes for the alkylation of benzene with ethylene vary depending on the catalyst used. A number of catalysts have been tested on a pilot scale.
In 1943, Copers carried out the alkylation of benzene with ethylene on an aluminosilicate catalyst in the liquid phase at 310°C and 63 kgf/cm² (6.17 MN/m²) with a molar ratio of ethylene: benzene 1:4.
The process of alkylation of benzene with ethylene on aluminum chloride at atmospheric or slightly elevated pressure and a temperature of 80-100°C has become widespread.
Alkylation on a solid phosphoric acid catalyst competes with this method, but only isopropylbenzene can be obtained on this catalyst. Alkylation of benzene with ethylene is practically not carried out on it.
A large group of alkylation catalysts consists of aprotic acids (Lewis acids) - halides of certain metals. They usually exhibit catalytic activity in the presence of promoters, with which they form products that are strong protic acids. Catalysts of this type can be aluminum chloride, aluminum bromide, ferric chloride, zinc chloride, titanium trichloride and titanium tetrachloride. Only aluminum chloride has industrial use.
The following general ideas are held about the mechanism of alkylation reactions of benzene and its homologues with olefins.
Alkylation in the presence of aluminum chloride is interpreted mechanistically
 |
mu acid catalysis. In this case, the system must contain
create a promoter, the role of which is played by hydrogen chloride. The latter can
formed in the presence of water:
CH3 CH=CH2 + H – CL ∙ ALCL3 ↔ CH3 – CH – CH3 ∙ CL ∙ ALCL3
Further addition to the aromatic ring occurs via a mechanism similar to that discussed above:
HCL(CH3)2 ∙CL∙ALCL3 +CH3 –CH–CH3 ∙CL∙ALCL3 →HCH(CH3)2 + CH(CH3)2 + CL ∙ ALCL3 + HCL + ALCL3
In the presence of aluminum chloride, dealkylation occurs easily, which indicates the reversibility of the alkylation reaction. Dealkylation reactions are used to convert polyalkylbenzenes into monoalkyl-
Thermodynamics of the alkylation reaction. Based on physico-chemical
constants of hydrocarbons and their thermodynamic functions - enthalpy ΔН and
entropy ΔS, you can find the equilibrium constants and calculate the equilibrium
yields of alkyl derivatives during alkylation of benzene with olefins, depending on
depending on temperature and pressure.
The equilibrium yield of ethylbenzene increases with increasing molar
excess benzene and with increasing pressure at a given temperature.
C6 H6 + C2 H4 ↔ C6 H5 C2 H5
When benzene is alkylated with ethylene at temperatures below 250-300°C
Almost complete conversion of benzene to ethylbenzene is achieved. At 450
 -500°C to increase the depth of transformation requires an increase in pressure to 10-20 kgf/cm² (0.98-1.96 MN/m²).
-500°C to increase the depth of transformation requires an increase in pressure to 10-20 kgf/cm² (0.98-1.96 MN/m²).
The alkylation reaction of benzene with ethylene is a sequential, reversible first-order reaction. As the process deepens, along with monoalkylbenzene, polyalkylbenzenes are also formed
C6 H6 + Cn H2n ↔ C6 H5 Cn H2n+1
 C6 H5 Cn H2n+1 + Cn H2n ↔ C6 H4 (Cn H2n+1)2 which are unwanted by-products. Therefore, the composition of the alkylate reaction mixture is more often determined by kinetic factors than by thermodynamic equilibrium.
C6 H5 Cn H2n+1 + Cn H2n ↔ C6 H4 (Cn H2n+1)2 which are unwanted by-products. Therefore, the composition of the alkylate reaction mixture is more often determined by kinetic factors than by thermodynamic equilibrium.
Thus, dealkylation is thermodynamically possible with great depth at 50-100°C. Indeed, in the presence of aluminum chloride it proceeds well, since with this catalyst the alkylation process is reversible. However, at the same temperatures in the presence of acids, dealkylation does not occur at all. M.A. Dalin experimentally studied the composition of the products of benzene alkylation with ethylene in the presence of aluminum chloride.
The composition of the reaction mixture is determined by the ratio of benzene and ethylene and does not depend on how the alkylate is obtained: direct alkylation or dealkylation of polyalkylbenzene. However, this conclusion is valid only when aluminum chloride is used as a catalyst.
The alkylation process is carried out in an alkylator - a reaction column enameled or lined with graphite tiles for protection against corrosion. Three sections of the column have jackets for cooling, but the main amount of heat is removed by evaporation of some benzene. Alkylation is carried out in the presence of a liquid catalyst complex consisting of aluminum chloride (10-12%), benzene (50-60%) and polyalkylbenzenes (25-30%). To form hydrogen chloride, which is the promoter of the reaction, 2% water from
masses of aluminum chloride, as well as dichloroethane or ethyl chloride, the splitting of which produces hydrogen chloride.
To isolate ethylbenzene from the alkylate, benzene is distilled off at atmospheric pressure (traces of water are removed simultaneously with benzene). A wide fraction, a mixture of ethylbenzene and polyalkylbenzenes, is distilled from the bottom liquid at reduced pressure (200 mm Hg, 0.026 MN/m²). In the next column at a residual pressure of 50 mm Hg. (0.0065 MN/m²) polyalkylbenzenes are separated from the resins. The wide fraction is dispersed in a vacuum column at a residual pressure of 420-450 mm Hg. (0.054-0.058 MN/m²). Commercial ethylbenzene is distilled within the range of 135.5-136.2°C.
To produce ethylbenzene, ethane is used - the ethylene fraction of pyrolysis containing 60-70% ethylene.
Benzene for alkylation should contain no more than 0.003-0.006% water, while commercial benzene contains 0.06-0.08% water. Benzene dehydration is carried out by azeotropic distillation. The sulfur content in benzene should not exceed 0.1%. Increased sulfur content causes an increase in the consumption of aluminum chloride and deteriorates the quality of the finished product.
 |
 1.2. Characteristics of raw materials and the resulting product.
1.2. Characteristics of raw materials and the resulting product.
Name of raw materials, materials, reagents, catalysts. semi-finished products, manufactured products. | State number military or industry standard technical standard enterprises. | Quality indicators required for verification. | Norm (according to OST, stan- Dartu undertook | Purpose, application area. |
1.ETHYLBENZENE | colorless transparent liquid. Main indicators of the properties of ethylbenzene: Molecular weight=106.17 Density, g/cm³ = 0.86705 Boiling point, °C = 176.1 Melting=-25.4 Flashing=20 Self-ignition = 431. Heat, kJ/mol Melting=9.95 Evaporation=33.85 Heat capacity, J/mol ∙ K=106.4 Heat of combustion, kcal/mol=1089.4 Solubility in water, g/100ml=0.014 | In industry, it is used mainly as a raw material for the synthesis of styrene, as an additive to motor fuel, and as a diluent and solvent. C6 H5 C2 H5 Most of the ethylbenzene is obtained by alkylation of benzene with ethylene, and a much smaller amount is isolated by ultra-high distillation from straight-run gasoline reforming products. Main indicators of the properties of ethylbenzene: Ethylbenzene irritates the skin, has convulsive action. The maximum permissible concentration in atmospheric air is 0.02 mg/m³, in water bodies household use – 0.01 mg/l. CPV 0.9-3.9% by volume. Volume of world production is about 17 million tons per year (1987). Production volume in Russia 0.8 million tons per year (1990). |
| H2 C=CH2. Colorless gas with a faint odor. Ethylene dissolves in water 0.256 cm³/cm³ (at 0 °C), dissolves in alcohols and ethers. Ethylene has the properties of phytohormones - it slows down growth, accelerates cell aging, ripening and fruit fall. It is explosive, CPV 3-34% (by volume), MPC in atmospheric air 3 mg/m³, in the air of the working area 100 mg/m³. World production 50 million tons per year (1988). | Contains in large quantities (20%) in oil refining gases; is part of coke oven gas. One of the main products of the petrochemical industry: used for the synthesis of vinyl chloride, ethylene oxide, ethyl alcohol, polyethylene, etc. Ethylene is obtained by processing oil and natural gas. Issue The flaxed ethylene fraction contains 90-95% ethylene with an admixture of propylene, methane, ethane. It is used as a raw material in the production of polyethylene, ethylene oxide, ethyl alcohol, ethanolamine, polyvinyl chloride, and in surgery for anesthesia. |
 |
C6 H6. Colorless liquid with a peculiar mild odor home Forms explosive mixtures with air, mixes well with ethers, gasoline and other organic solvents. Solubility in water 1.79 g/l (at 25 °C). Toxic, hazardous to the environment, flammable. Benzene is an aromatic hydrocarbon. Main indicators of benzene properties: Molecular weight=78.12 Density, g/cm³=0.879 Temperature, °C: Boiling point=80.1 Melting=5.4 Flashes=-11 Self-ignition=562 Heat, kJ/mol: Melting=9.95 Evaporation=33.85 Heat capacity, J/mol ∙ K=81.6 Benzene is miscible in all respects with non-polar solvents: hydrocarbons, turpentine, ethers, dissolves fats, rubber, resins (tar). It produces an azeotropic mixture with water with a boiling point of 69.25 °C, and forms double and triple azeotropic mixtures with many compounds. | Found in some oils, motor fuels, gasolines. Widely used in industry, it is a raw material for the production of medicines, various plastics, synthetic rubber, and dyes. Benzene is a component of crude oil, but on an industrial scale it is mostly synthesized from its other components. It is also used for the production of ethylbenzene, phenol, nitrobenzene, chlorobenzene, as a solvent. Depending on the production technology, different grades of benzene are obtained. Petroleum benzene is obtained in the process of catalytic reforming of gasoline fractions, catalytic hydrodealkylation of toluene and xylene, as well as during the pyrolysis of petroleum feedstock. |
 |

 2.3. Description of the technological scheme.
2.3. Description of the technological scheme.
Appendix A presents a flow diagram for the production of ethylbenzene. The process of alkylation of benzene with ethylene is carried out in an alkylator pos. R-1 in an ethyl chloride environment at a temperature of 125-135C and a pressure of 0.26-0.4 MPa. The following are fed into the alkylator: dried benzene charge, catalytic complex, polyalkylbenzene fraction, ethylene, recirculating catalytic complex, return benzene.
The alkylation reaction releases heat, the excess amount of which is removed by the recirculating catalytic complex and evaporating benzene. Benzene from the upper part of the alkylator mixed with exhaust gas is sent to the condenser pos. T-1, water cooled. Non-condensed gases from the condenser pos. T-1 are sent to the capacitor pos. T-2, cooled with chilled water t=0°C. Vents after the condenser pos. T-2 is supplied for further recovery of benzene vapors. Benzene condensate from condensers pos. T-1 and T-2 flow by gravity into the bottom of the alkylator pos. R-1. From the alkylator pos. P-1 reaction mass through heat exchanger pos. T-3, where it is cooled with water to 40-60 °C, is sent to the settling tank pos. E-1 for separation from the circulating catalytic complex. The settled catalytic complex from the bottom of the settling tank pos. E-1 is taken up by pump pos. N-1 and returns to the alkylator pos. R-1. To maintain catalyst activity, ethyl chloride is supplied to the recirculating complex line. In the event of a decrease in catalyst activity, the spent catalytic complex is removed for decomposition. Reaction mass from the settling tank pos. E-1 is collected in container pos. E-2, from where, due to the pressure in the alkylation system, it enters the mixer pos. E-3 for mixing with acidic water circulating in the decomposition system:
settling tank pos. E-4-pump, pos. N-2-mixer, pos. E-3. The ratio of circulating water supplied to the mixer and the reaction mass is l/2: 1. In  Yes, the decomposition system is supplied from a collection of items. E-5 pump pos. N-3. The reaction mass is settled from water in a settling tank, pos. E-4; lower water layer with pump pos. N-2 is sent to the mixer; and the top layer - the reaction mass - flows by gravity into the washing column pos. K-1 for secondary flushing with water supplied by pump pos. N-4 from the washing column pos. K-2. From the washing column pos. K-1 reaction mass flows by gravity into the collection pos. E-6, from where the pump pos. N-5 is pumped out for neutralization into the mixer pos. E-7.
Yes, the decomposition system is supplied from a collection of items. E-5 pump pos. N-3. The reaction mass is settled from water in a settling tank, pos. E-4; lower water layer with pump pos. N-2 is sent to the mixer; and the top layer - the reaction mass - flows by gravity into the washing column pos. K-1 for secondary flushing with water supplied by pump pos. N-4 from the washing column pos. K-2. From the washing column pos. K-1 reaction mass flows by gravity into the collection pos. E-6, from where the pump pos. N-5 is pumped out for neutralization into the mixer pos. E-7.
The lower aqueous layer from the washing column pos. K-1 is drained by gravity into the container pos. E-5 and pump pos. N-3 is fed into the mixer pos. E-3. Neutralization of the reaction mass in the mixer pos. E-7 is carried out with a 2-10% solution of sodium hydroxide. The ratio of the reaction mass and the circulating sodium hydroxide solution is 1:1. The separation of the reaction mass from the alkali solution occurs in the settling tank, pos. E-8, from where the reaction mass flows by gravity into the column pos. K-2 for cleaning from alkali with water condensate. The bottom layer - chemically contaminated water - is drained from the column into a container pos. E-9 and pump pos. N-4 is pumped out for washing the reaction mass into the column pos. K-1. The reaction mass from the top of the column flows by gravity into the settling tank pos. E-10, then collected in an intermediate container, pos. E-11 and is pumped out by pump pos. N-7 to the warehouse.
Technological scheme for the alkylation of benzene with ethylene on aluminum chloride, also suitable for the alkylation of benzene with propylene.
The alkylation process is carried out in an alkylator - a reaction column enameled or lined with graphite tiles for protection against corrosion. Three sections of the column have jackets for cooling, but the main amount of heat is removed by evaporation of some benzene. Alkylation is carried out in the presence of a liquid catalyst complex consisting of aluminum chloride (10–12%), benzene (50–60%) and
polyalkylbenzenes (25 – 30%). To form hydrogen chloride, which is the promoter of the reaction, 2% water by weight of aluminum chloride is added to the catalytic complex, as well as dichloroethane or ethyl chloride, the cleavage of which produces hydrogen chloride.
 |
 1.5. Description of devices and operating principle of the main apparatus.
1.5. Description of devices and operating principle of the main apparatus.
Alkylation is carried out in a column reactor without mechanical stirring at a pressure close to atmospheric (Appendix B). The reactor consists of four frames, enameled or lined with ceramic or graphite tiles. For better contact there is a nozzle inside the reactor. The height of the reactor is 12 m, the diameter is 1.4 m. Each drawer is equipped with a jacket for heat removal during normal operation of the reactor (it is also used for heating when starting the reactor). The reactor is filled to the top with a mixture of benzene and catalyst. Dried benzene, catalytic complex and ethylene gas are continuously fed into the lower part of the reactor. The liquid products of the alkylation reaction are continuously withdrawn at a height of approximately 8 m from the base of the reactor, and a vapor-gas mixture consisting of unreacted gases and benzene vapor is removed from the top of the reactor. The temperature in the lower part of the reactor is 100°C, in the upper part it is 90 - 95°C. The catalyst complex is prepared in an apparatus from which a catalyst suspension is continuously fed into the alkylation reactor.
The alkylator for producing ethylbenzene in the liquid phase is a steel column lined inside with an acid-resistant lining pos. 4 or coated with acid-resistant enamel to protect the walls from the corrosive effects of hydrochloric acid. The device has four drawer positions. 1, connected by flanges pos. 2. Three drawers are equipped with shirts pos. 3 for cooling with water (to remove heat during the alkylation reaction). During operation, the reactor is filled with a reaction liquid, the column height of which is 10 m . Above the liquid level, two coils are sometimes placed in which water circulates for additional cooling.
The operation of the alkylator is continuous: benzene, ethylene and the catalytic complex are constantly supplied to its lower part; the mixture of reactants and catalyst rises to the upper part of the apparatus and from here flows into the settling tank. The vapors coming from the top of the alkylator (consisting primarily of benzene) condense and return to the alkylator as a liquid.
In one pass, ethylene reacts almost completely, and benzene only 50-55%; therefore, the yield of ethylbenzene in one pass is about 50% of the theoretical; the rest of the ethylene is lost to the formation of di- and polyethylbenzene.
The pressure in the alkylator during operation is 0.5 at(excessive), temperature 95-100°C.
Alkylation of benzene with ethylene can also be carried out in the gas phase over a solid catalyst, but this method is still little used in industry.
The yield of ethylbenzene is 90–95% based on benzene and 93% based on ethylene. Consumption per 1 ton of ethylbenzene is: ethylene 0.297 tons,
benzene 0.770 t, aluminum chloride 12 - 15 kg.
 |
 2. CONCLUSIONS ON THE PROJECT.
2. CONCLUSIONS ON THE PROJECT.
The cheapest ethylbenzene is obtained by isolating it from the xylene fraction of reforming or pyrolysis products, where it is contained in an amount of 10-15%. But the main method for producing ethylbenzene remains the method of catalytic alkylation of benzene.
Despite the presence of large-scale production of alkylbenzenes, there are a number of unsolved problems that reduce the efficiency and technical and economic indicators of alkylation processes. The following disadvantages can be noted:
Lack of stable, highly active catalysts for the alkylation of benzene with olefins; catalysts that are widely used - aluminum chloride, sulfuric acid, etc. cause corrosion of equipment and are not regenerated;
The occurrence of secondary reactions that reduce the selectivity of the production of alkylbenzenes, which requires additional costs for the purification of the resulting products;
Generation of large amounts of wastewater and industrial waste under existing alkylation technological schemes;
Insufficient unit production capacity.
Thus, due to the high value of ethylbenzene, there is currently a very high demand for it, while its cost is relatively low. The raw material base for the production of ethylbenzene is also wide: benzene and ethylene are obtained in large quantities by cracking and pyrolysis of petroleum fractions.
3. STANDARDIZATION
The following GOSTs were used in the course project:
GOST 2.105 – 95 General requirements for text documents.
GOST 7.32 – 81 General requirements and rules for preparing coursework and dissertations.
GOST 2.109 – 73 Basic requirements of the drawing.
GOST 2.104 – 68 Basic inscriptions on drawings.
GOST 2.108 – 68 Specifications.
GOST 2.701 – 84 Schemes, types, types, general requirements.
GOST 2.702 – 75 Rules for the implementation of various types of schemes.
GOST 2.721 – 74 Symbols and graphical symbols in diagrams.
GOST 21.108 – 78 Symbolic and graphical representation in drawings.
GOST 7.1 – 84 Rules for preparing a list of references.
 |
4. LIST OF REFERENCES USED.
1. Traven V.F. Organic chemistry: in 2 volumes: textbook for universities / V.F. Traven. – M.: NCC Akademkniga, 2005. – 727 p.: ill. – Bibliography: p. 704 – 708.
2. Epstein D.A. General chemical technology: textbook for vocational schools / D.A. Epstein. – M.: Chemistry, - 1979. – 312 p.: ill.
3. Litvin O.B. Fundamentals of rubber synthesis technology. / ABOUT. Litvin. – M.: Chemistry, 1972. – 528 p.: ill.
4. Akhmetov N.S. General and inorganic chemistry: textbook for universities - 4th ed., revised. / N.S. Akhmetov. – M.: Higher School, ed. Center Academy, 2001. – 743 pp.: ill.
5. Yukelson I.I. Technology of basic organic synthesis. / I.I. Yukelson. – M.: Chemistry, -1968. – 820 pp.: ill.
6. Paushkin Ya.M., Adelson S.V., Vishnyakova T.P. Petrochemical synthesis technology: part 1: Hydrocarbon raw materials and their oxidation products. / Ya.M. Paushkin, S.V. Adelson, T.P. Vishnyakova. – M.: Chemistry, -1973. – 448 p.: ill.
7. Lebedev N.N. Chemistry and technology of basic organic and petrochemical synthesis: textbook for universities - 4th ed., revised. and additional / N.N. Lebedev. – M.: Chemistry, -1988. – 592 p.: ill.
8. Plate N.A., Slivinsky E.V. Fundamentals of chemistry and technology of monomers: textbook. / N.A. Plate, E.V. Slivinsky. – M.: MAIK Nauka / Interperiodika, -2002. – 696 p.: ill.
 |
Introduction…………………………………………………………………………………3
2. Technological part……………………………………………………….
2.1. Theoretical basis of the adopted production method………….5
2.2. Characteristics of raw materials and resulting product…………………..9
2.3. Description of the technological scheme…………………………………12
2.4. Material calculation of production…………………………….15
2.5. Description of the device and operating principle of the main device….20
3. Conclusions on the project……………………………………………………….22
4. Standardization………………………………………………………......24
5. List of references………………………………………………………25
6. Specification………………………………………………………………………………26
7. Appendix A………………………………………………………27
8. Appendix B………………………………………………………………………………28
 |